您当前的位置:商助贸易宝 » 绥阳商助贸易宝 »绥阳产品 » 库存充足的圆钢供货商
库存充足的圆钢供货商
更新时间:2026-02-25 03:27:34 ip归属地:遵义,天气:小雨转阴,温度:2-8 浏览:7次
- 发布企业
- 阔恒兴旺国际贸易(遵义市绥阳县分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 镀锌槽钢
- 所在地
- 天津市北辰区韩家墅钢材市场
- 联系电话
- 0527-88266222
- 手机
- 0527-88266222
- 联系人
- 杨经理 请说明来自商助贸易宝,优惠更多
详细介绍
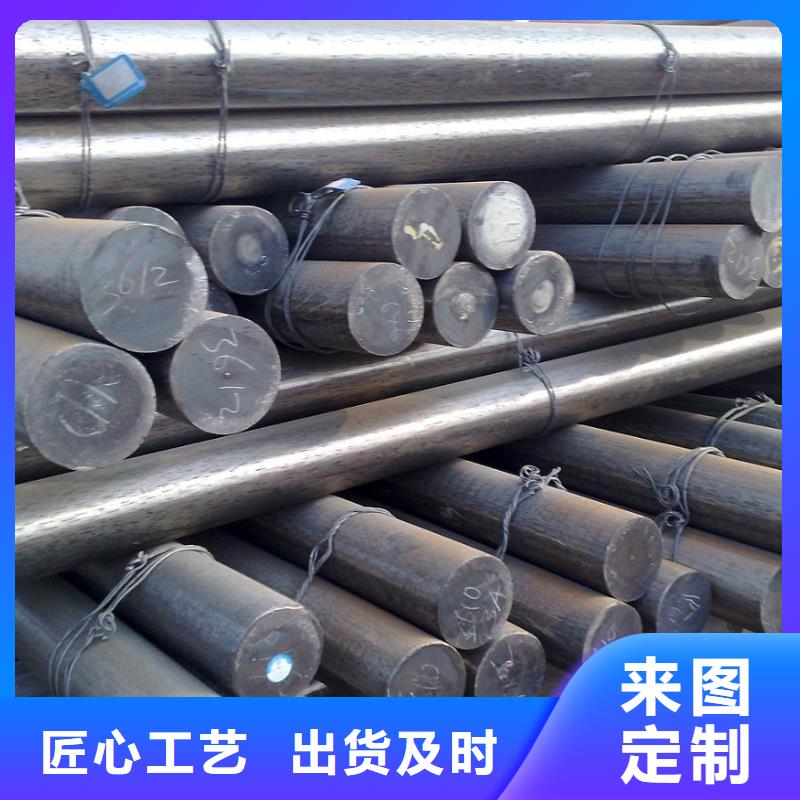
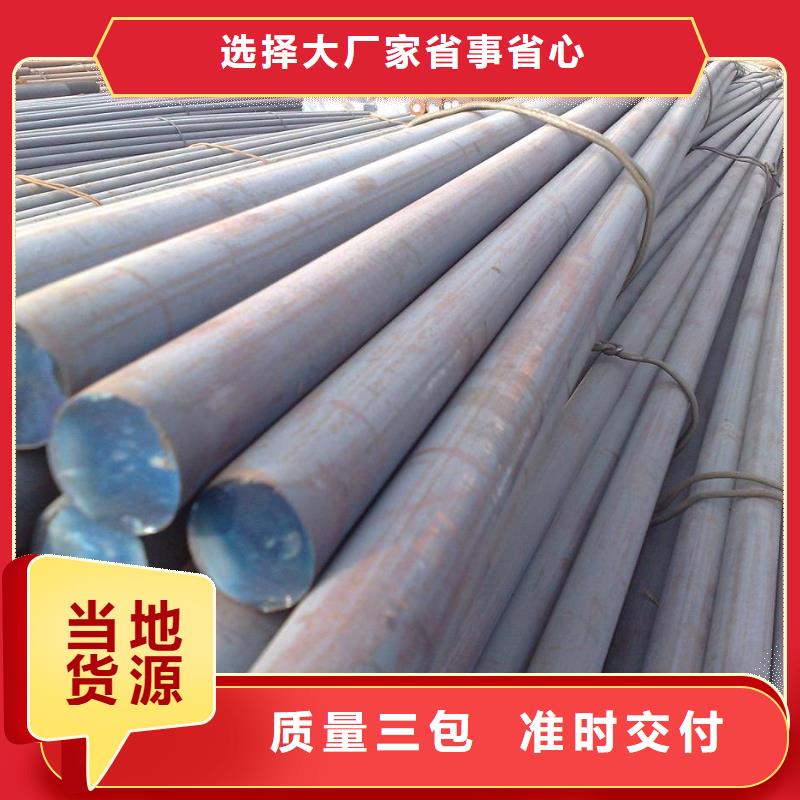
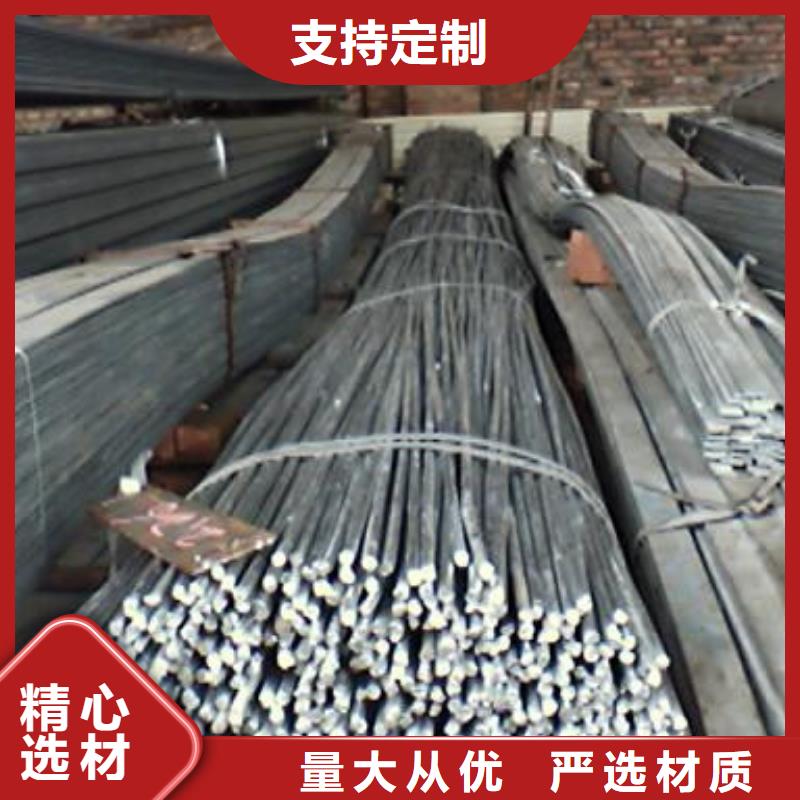
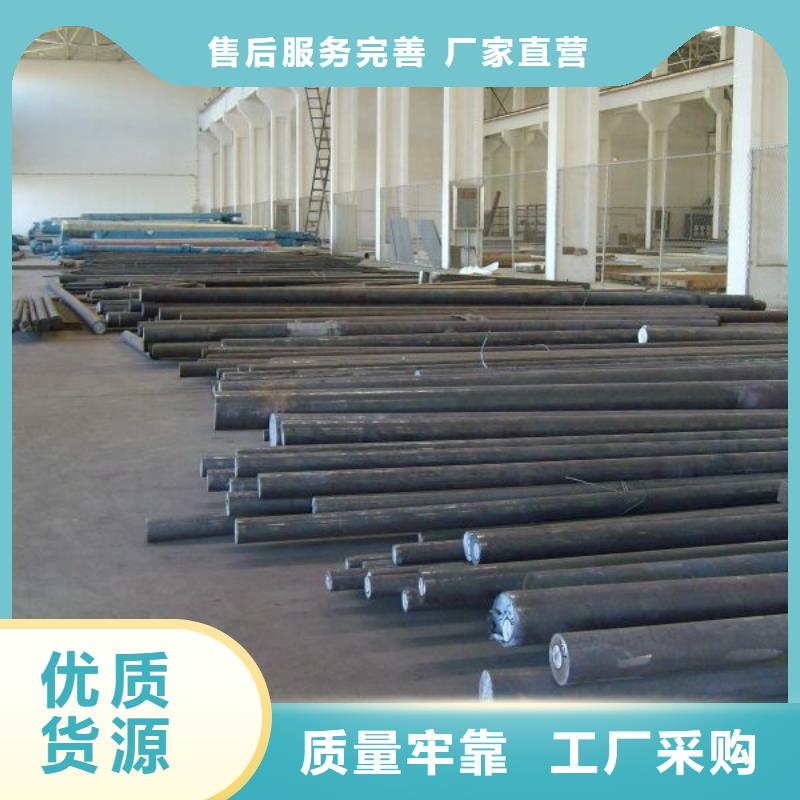
以下是:遵义市绥阳县库存充足的圆钢供货商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q235B Q345B |
| 产地 | 天津 |
| 规格 | 齐全 |
| 范围 | 的圆钢供货商供应范围覆盖贵州省、遵义市、绥阳县、红花岗区、汇川区、桐梓县、正安县、凤冈县、湄潭县、余庆县、习水县、赤水市、仁怀市等区域。 |
【阔恒兴旺】持续拓展产品矩阵,现有余庆镀锌槽钢厂家直营、汇川镀锌槽钢供应商、桐梓镀锌槽钢工厂直供等,满足不同场景需求。库存充足的圆钢供货商,阔恒兴旺国际贸易(遵义市绥阳县分公司)为您提供库存充足的圆钢供货商的资讯,联系人:杨经理,电话:【0527-88266222】、【0527-88266222】。 贵州省,遵义市,绥阳县 绥阳县,隶属贵州省遵义市。位于贵州省北部,大娄山脉中段,绥阳县南北长75公里,东西宽56公里,总面积2566平方公里,占贵州省总面积的1.45%,占遵义市总面积的8.28%。东连湄潭,南临汇川区,西接桐梓,北靠正安。截止2014年8月,绥阳县辖12镇、3乡,108个行政村,11个社区,1个省级经济开发区、1个市级工业园区、1个县级工业园区。截至2022年末,绥阳县总人口为570103人。
别再等待了,仅仅一分钟,就能通过我们的库存充足的圆钢供货商产品视频探索到无数令人心动的细节和亮点。
以下是:遵义绥阳库存充足的圆钢供货商的图文介绍



调质处理广泛应用于各种重要的结构零件,特别是那些在交变负荷下工作的连杆、螺栓、齿轮及轴类等。调质处理后得到回火索氏体组织,它的机械性能均比相同硬度的正火索氏体组织为优。它的硬度取决于高温回火温度并与钢的回火稳定性和工件截面尺寸有关,一般在HB200—350之间。锅炉和压力容器用钢板》新标准从2008年9月1日开始执行,它代替旧标准GB《锅炉用钢板》和GB《压力容器用钢板》。新旧标准主要区别:1、标准名称变化:类别标准名称标准号旧标准锅炉用钢板GB旧标准压力容器用钢板GB新标准锅炉和压力容器用钢板GB。
厚度允许偏差及重量区别:(1)厚度偏差:新标准允许下限负偏差-0.3mm,旧标准允许下限负偏差为-0.25mm.(2)理论重量计算:新标准理论计重采用的厚度为钢板允许的大厚度和小厚度的算术平均值,旧标准理论计重采用的钢板公称厚度+厚度附加值。力学性能和高温力学性能区别:新标准与旧标准略有提高。7、制造方法区别:新标准中规定连铸坯压缩比不小于3。8、组批区别:新标准:(1)每批重量不大于30t。(2)对长期生产质量稳定的钢厂,提出申请报告并附出厂检验数据,由特种设备监察机构审查合格批准后,按批准扩大的批重交货。
标准:每批重量不得大于25t。9、钢板厚度范围区别:标准名称新标准旧标准厚度范围,mm3-2006-150。10、钢板超声波探伤检测:新标准要求在合同中注明探伤标准及级别。天津阔恒兴旺贸易有限公司主营:热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。
厚度允许偏差及重量区别:(1)厚度偏差:新标准允许下限负偏差-0.3mm,旧标准允许下限负偏差为-0.25mm.(2)理论重量计算:新标准理论计重采用的厚度为钢板允许的大厚度和小厚度的算术平均值,旧标准理论计重采用的钢板公称厚度+厚度附加值。力学性能和高温力学性能区别:新标准与旧标准略有提高。7、制造方法区别:新标准中规定连铸坯压缩比不小于3。8、组批区别:新标准:(1)每批重量不大于30t。(2)对长期生产质量稳定的钢厂,提出申请报告并附出厂检验数据,由特种设备监察机构审查合格批准后,按批准扩大的批重交货。
标准:每批重量不得大于25t。9、钢板厚度范围区别:标准名称新标准旧标准厚度范围,mm3-2006-150。10、钢板超声波探伤检测:新标准要求在合同中注明探伤标准及级别。天津阔恒兴旺贸易有限公司主营:热轧卷板是以板坯(主要为连铸坯)为原料,经加热后由粗轧机组及精轧机组制成带钢。从精轧后一架轧机出来的热钢带通过层流冷却至设定温度,由卷取机卷成钢带卷,冷却后的钢带卷,根据用户的不同需求,经过不同的精整作业线(平整、矫直、横切或纵切、检验、称重、包装及标志等)加工而成为钢板、平整卷及纵切钢带产品。



进口槽钢标明实际规格尺寸及相关标准。槽钢的进出口定货一般是在确定相应的碳结钢(或低合金钢)钢号后,以使用中所要求的规格为主。除了规格号以外,槽钢没有特定的成分和性能系列。槽钢的交货长度分定尺、倍尺二种,并在相应的标准中规定允差值。国产槽钢的长度选择范围根据规格号不同分为5―12m、5―19m、6―19m三种。进口槽钢的长度选择范围一般为,槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h,b,d,t等)的数值、允差值。
适用单位{幕墙装饰、幕墙龙骨、电力机械、电力铁塔、变电站附属设施、机械加工、建筑钢结构构件、通信铁塔、隔断门窗、铁艺护栏、公路防护、铁路、路灯杆、建筑}热轧H型钢、Q345BH型钢、焊接H型钢、槽钢、日标槽钢、镀锌槽钢、镀锌工字钢、扁钢、不锈钢板、热轧不锈钢板、耐腐蚀不锈钢板、不锈钢圆钢、不锈钢棒、。执行标准有国标、美标、日标及德国标准供用户选择202槽钢、301槽钢、304槽钢、304H槽钢、321槽钢、304L槽钢、316L槽钢、317L槽钢、347H槽钢、TP347H槽钢、447槽钢、446槽钢、309S槽钢、310S槽钢、2507槽钢、31803槽钢、2502槽钢、904槽钢、904L槽。
适用单位{幕墙装饰、幕墙龙骨、电力机械、电力铁塔、变电站附属设施、机械加工、建筑钢结构构件、通信铁塔、隔断门窗、铁艺护栏、公路防护、铁路、路灯杆、建筑}热轧H型钢、Q345BH型钢、焊接H型钢、槽钢、日标槽钢、镀锌槽钢、镀锌工字钢、扁钢、不锈钢板、热轧不锈钢板、耐腐蚀不锈钢板、不锈钢圆钢、不锈钢棒、。执行标准有国标、美标、日标及德国标准供用户选择202槽钢、301槽钢、304槽钢、304H槽钢、321槽钢、304L槽钢、316L槽钢、317L槽钢、347H槽钢、TP347H槽钢、447槽钢、446槽钢、309S槽钢、310S槽钢、2507槽钢、31803槽钢、2502槽钢、904槽钢、904L槽。


遵义绥阳阔恒兴旺国际贸易有限公司自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 镀锌槽钢产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。



数控火焰切割机根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。
气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:气割表面缺陷和原因分析缺陷类型产生原因图示说明切割面粗糙a、切割氧压力过高b、割嘴选用不当c、切割速度太快d、预热火焰能量过大切割面缺口a、切割过程中断,重新起割衔接不好b、钢板表面有厚的氧化皮、铁锈等c、切割机行走不平。直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。4.热切割质量控制4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。5.2气割完毕后,应在切割件上注明工程名称、零件编号及所属班组。
气割时,割炬的移动应保持匀速,割件表面距离焰心 以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。3.5在进行厚板切割时,预热火焰要大,气割气流长度超出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。为了防止气割变形,操作过程中应注意以下几个方面:3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
工艺参数对气割的质量影响很大,常见的气割断面缺陷与工艺参数的关系如下所示:气割表面缺陷和原因分析缺陷类型产生原因图示说明切割面粗糙a、切割氧压力过高b、割嘴选用不当c、切割速度太快d、预热火焰能量过大切割面缺口a、切割过程中断,重新起割衔接不好b、钢板表面有厚的氧化皮、铁锈等c、切割机行走不平。直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。4.热切割质量控制4.1切割过程中,应随时注意观察影响切割质量的因素,保证切割的连续性。5.2气割完毕后,应在切割件上注明工程名称、零件编号及所属班组。
库存充足的圆钢供货商,阔恒兴旺国际贸易(遵义市绥阳县分公司)专业从事库存充足的圆钢供货商,联系人:杨经理,电话:【0527-88266222】、【0527-88266222】,以下是库存充足的圆钢供货商的详细页面。